3 选择大型硬塑真空挤出机的技术要求
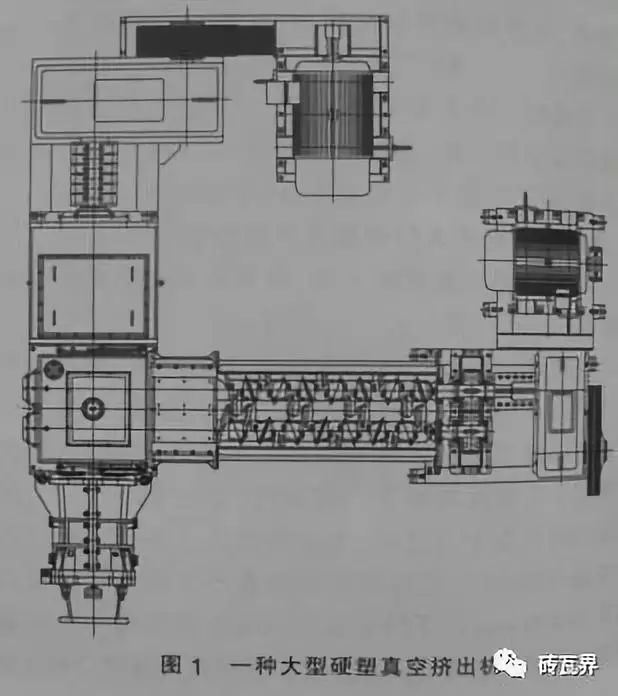
图1是一种大型硬塑真空挤出机。
 3
3
3.1 如何评价一种大型硬塑真空挤出机的设计水平
一些大型硬塑真空挤出机之所以成为低档劣质产品,除了制造原因以外,在设计这种产品的时候就注定这种产品无法改变的命运。不少砖机制造厂都进入了一个误区,以为原来的各种形式的软塑真空挤出机只要按比例进行放大就会变成具有优异技术性能的大型硬塑真空挤出机,这是完全缺乏科学根据的不切实际的设想。大型硬塑真空挤出机和各种小型软塑真空挤出机无论从结构、材料、制造工艺、配套件的选用等方面都有着根本的区别。以本世纪初曾经畅销的一种节能砖机为例,这种节能砖机和非真空砖机相比是有其进步意义,作为软塑成型来使用,还是为不少用户所接受,并且取得了较好的效果。但是如果仍旧用这种结构来制造大型硬塑真空挤出机就会事与愿违了。因为大型硬塑真空挤出机需要上级搅拌具有较强的搅拌功能,必须有较长的搅拌箱,而下级泥缸必须有较长的封闭长度,螺旋绞刀的螺距也相对小一些,使砖机挤压得更密实而具有较高的强度。
从绞刀轴与减速器输出轴的联结结构来看,小型软塑真空挤出机大多采用具有补偿安装误差功能的十字滑块联轴节,而大型硬塑真空挤出机就必须采用两轴之间不能补偿安装误差的刚性联轴节以增强真空挤出机的整体刚性。至于材料和制造工艺上,小型软塑真空挤出机的材料一般是用低碳钢,只有主要件采用45号钢,调质淬火等热处理工艺是不大采用的。大型硬塑真空挤出机的重要零件时一定要采用合金钢,调质、淬火、回火等各种热处理工艺是决不可缺少的,这样才能保证机器的高强度和高可靠性。在配套件的配置上小型软塑真空挤出机和大型硬塑真空挤出机更是大相径庭,不可同日而语。以主传动装置的减速器为例,小型真空挤出机大多是ZQ型的软齿面减速器一统天下,这种减速器是国家早在20年前就明令淘汰的落后产品,而大型硬塑真空挤出机就必须采用符合国家机械行业JB/T8853-1999新标准的硬齿面减速器,或者是按这一标准制作的硬齿面减速器,其使用寿命和可靠性是前者无与伦比的。
总之,仍然按照小型软塑真空挤出机的观念和习惯来生产大型硬塑真空挤出机,这就必然步入无可救药的误区。不管厂方的广告宣传时如何美妙动听,各种承诺如何头头是道,但产品却只能是一些低档次的或劣质的产品,这是必然的事实。
3.2 对大型硬塑真空挤出机制造的要求
长期以来,小型软塑真空挤出机的绞刀轴、压泥板轴、搅拌轴发生弯曲、扭转变形甚至断裂是常见的故障,虽然在使用中有时有些不当,但制造时的选材不当和工艺落后时造成损坏的主要原因。首先,大型硬塑真空挤出机轴内零件一定要选用优质合金钢材,但合金钢材如果不经过合理的热处理,其机械性能和普通钢材相差并不大,只有经过调质之类的热处理后,才能获得优异的机械性能。一般来说,经过调质处理的合金钢和同样直径的45号钢其屈服强度可以提高50%以上,这对于高挤压力条件下有着极其重要的作用。
不少软塑小型软塑真空挤出机的制造精度较低,轴类零件的精度偏低,孔的加工精度也较低,造成轴的同轴度低,轴承跑内圆或跑外圆损坏。大型硬塑真空挤出机在制造精度方面应该有更严格的要求,用高精度保证产品的优良性能。
3.3 对大型硬塑真空挤出机成型系统的要求
对于小型软塑真空挤出机来说,挤出机的成型系统只不过是在砖机上增加几个简单的附件,用铸铁或钢板焊接一个简单的机头,加工一个与砖产品配套的机口,生产空心砖时再焊接一个芯架,装上几个芯头。如此而已。大型硬塑真空挤出机的情况就大部相同,现在国产大型硬塑真空挤出机的成型系统能够做到比较好的为数甚少,大型硬塑真空挤出机的成型系统是一个十分薄弱的环节,已经成为严重制约大型硬塑真空挤出机发展的一个瓶颈,好的空心砖的成型系统是砖机制造中要求最高的部分,是砖机水平高低的重要标志。
有一些各方面质量还不错的大型硬塑真空挤出机在成型系统方面却是相形见绌,勉为其难。有些砖厂甚至提出要把大型硬塑真空挤出机的挤出绞刀直径改小,以解决成型不好的问题,这是值得深思的。
在硬塑真空挤出机的成型系统方面,无论是设计还是制作,我们同国外先进水平还存在较大的差距,这是必须认真正视的问题。自20世纪90年代以来,不少砖厂使用挤出绞刀直径600mm以上的大型硬塑真空挤出机,在生产240mm×115mm×90mm的多孔空心砖时长期都是用单泥条出口,而国外早就能够生产二条、三条、四条、六条,甚至十几条的大型挤出机了。用600mm挤出绞刀直径的真空砖机生产90多孔砖用单泥条出口,其压缩比高达13以上,这是极不合理也极不正常的现象,造成砖机的电耗大,产量低,泥条温度高,严重时甚至无法正常生产。还有机头的润滑问题,很多大型硬塑真空挤出机都配置了机头的一套润滑系统,但真正能够正常使用的并不太多。当然,机头润滑并不是每一条空心砖生产线必不可少的装置。不少机头润滑装置存在的问题是制作粗放,阻力大,润滑介质(一般是水)流量过大,有的甚至处于完全失控状态。过大的水量不仅增加干燥的难度和煤耗,还会影响砖坯的质量,这就是有些机头润滑装置无法正常使用,只能当做摆设的原因。
在挤出机成型系统的制作中,润滑系统只要进行适当的改进,还是可以满足使用要求的,难度比较大的是机头。在整个系统中机头起决定性作用,它能使泥条均匀挤出,还能使整个挤出泥条断面的阻力趋于平衡,它能够减轻泥条挤出时的阻力,所以对机头也就有较高的要求。机头必须有较高的强度以承受硬塑挤出机极高的挤压力。机头的形状要正确,机头的内腔必须是圆滑过渡的天圆地方(或者是矩形)形状。一些国产大型硬塑真空挤出机的机头用钢板拼接而成,机头内腔形状很不规则,增加了泥条的阻力,大量的死泥区使泥条挤出很不顺畅。硬塑挤出的压力大,低碳钢板的耐磨性很差,用不了多久就快磨通了,磨损以后的机头泥流通过速度降低,阻力增加,电耗上升,机头发热,砖坯质量下降,严重时甚至不能正常生产。
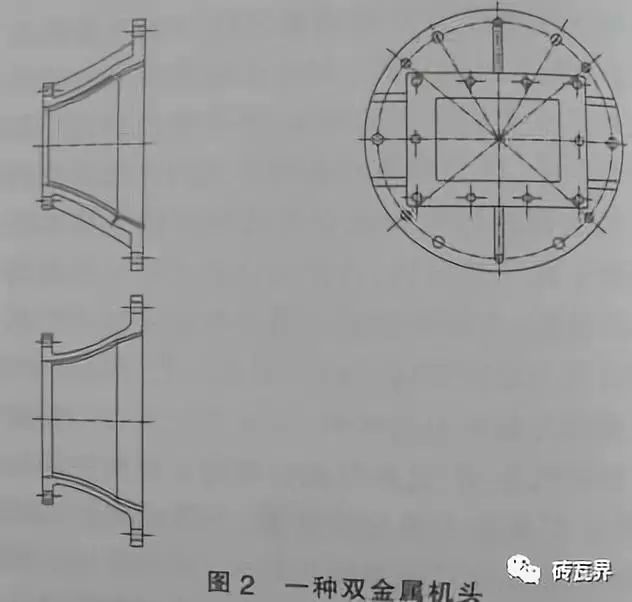
现在有些砖机制造厂已经采用消失模精铸的双金属复合机头,其外层是抗拉强度较高的铸钢材料,内腔是耐磨性能很好地高铬合金铸铁,其耐磨性能是铸钢的7~8倍。这种机头不但形状合理,尺寸精确,成型性能可以达到设计要求,而且使用寿命长,是大型硬塑真空挤出机配套的成型系统中特别是多泥条挤出成型时应该用的。图2是这种双金属机头的示意图。
只有具有良好的润滑和合理的成型系统,大型硬塑真空挤出机才能显示其优异的性能,发挥应有的作用。
3.4 对大型硬塑真空挤出机可靠性的要求
3.4.1 减速器的可靠性
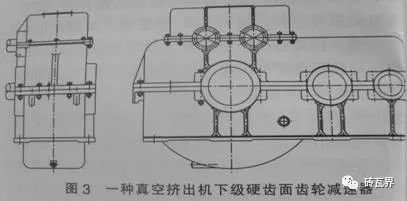
图3是一种真空挤出机下级硬齿面齿轮减速器。
小型软塑真空挤出机大多ZQ型的软齿面齿轮减速器,这种减速器的承载能力低,使用寿命短,是挤出机故障内的多发部位。不过这种减速器的价格低廉,配件来源广,加上减速器也比较小,所以维修十分容易,不会造成砖坯生产线的长时间停产。而大型硬塑真空挤出机的减速器就不同了,传递的功率高达300KW左右,减速器的型号也比较大,配件供应一般不会很及时,加上砖厂的条件差维修难度很大,维修周期相对长。有的砖厂因为减速器的故障,往往要停产十几天,甚至更长时间,造成的经济损失十分巨大。有的甚至一台减速器几个月就出现几次大故障,一年停产时间累计几个月,砖厂几乎频临破产。所以一些具有国际先进水平的大型硬塑真空挤出机对减速器的可靠性是要求极高的,这些减速器必须达到终身零故障,终身无需更换零部件,无需维修,只要按规定进行保养就可以放心使用。这样的高标准要求应该是我们追求的目标,国产大型硬塑真空挤出机的制造厂家应该努力争取早日达到这样的水平,至少要接近国际先进水平,这是十分必要的。
我国早在20多年前就明令淘汰了技术落后的软齿面齿轮减速器,颁发了较先进的硬齿面齿轮减速器的新标准,按照国家新标准生产的硬齿面齿轮减速器在经过进行认真的设计计算的前提下,一般10年内使用是安全可靠的。现在的实际情况却与此相去甚远。不少大型硬塑真空挤出机都是采用名为中硬齿面齿轮减速器,而实际仍为软齿面齿轮减速器,因为一般软齿面齿轮的齿轮齿面硬度都在56HRC~62HRC,而这种所谓的“中硬齿面”齿轮的齿面硬度大约只有硬齿面齿轮的一半左右。按照机械设计规范,齿轮齿面硬塑小于350HB的都是软齿面齿轮,所以这种减速器仍然属于软齿面齿轮减速器,它和小型软塑真空挤出机的软齿面齿轮减速器属于同一类型,用在大型硬塑真空挤出机上很不可靠,存在极大的隐患。
要达到国家减速器新标准的要求并不难,最根本的就是两点:一是齿轮的赤表面硬度应该达到硬齿面的规定(一般>50HRc)。二是在硬齿面减速器中不准使用铸钢材料的齿轮。现在不少大型硬塑真空挤出机配置的所谓“中硬齿面”齿轮减速器却与背道而驰,既是软齿面齿轮,大齿轮又都是铸钢材料。铸钢齿轮的强度至少要低一半,还可能存在铸造缺陷。这也是这种减速器故障频发,可靠性太低的根本原因。在这方面有的砖机制造厂家开了一个好头,在大型硬塑真空挤出机的订货合同中明确规定减速器按JB/T 8853-1999标准制造,同时承诺在正确使用保养的条件下减速器包用五年,这是原来砖机减速器只包用一年的惯例的5倍,这样用户也就用得放心了。能够达到这样比较高的水平,这在国产真空挤出机的制造厂家中也算难能可贵了。
3.4.2 绞刀轴的可靠性
小型软塑真空挤出机常见的故障之一是绞刀轴变形、断轴、泥缸机头晃动(一般称为点头)。对于小型软塑真空挤出机来说,出现了此类故障排除也不太难,因为零件不大,一般可以就地解决,损失也不会太大。而对于大型硬塑真空挤出机来说,情况就大不相同了。由于一般砖厂的维修技术和条件都有限,大型硬塑真空挤出机的结构又较为复杂,零件尺寸质量都很大,有时光拆卸绞刀轴就要花好几天时间,如果绞刀轴损坏要更换新轴所费的时间就更长了,一旦砖厂停产造成的损失就十分严重。而发生大型硬塑真空挤出机的绞刀轴断轴之类的重大事故并非偶有所闻,而是常有发生,这是必须认真对待的。
挤出机的绞刀轴并不是易损件,工作时不会产生磨损,其寿命应该是终身制。只要设计制造和使用安装得当,根本不应该产生故障。只要是设计足够强度和刚度的绞刀轴,制造时保证规定的精度,应该是完全可以确保使用安全。现在大多数大型硬塑真空挤出机都是采用刚性联结,这种联结方式和原来小型软塑真空挤出机的十字滑块联轴器相比,使绞刀轴的支承长度与悬伸长度的比值增大了很多,增强了挤泥机工作的平稳性,不会发生机头和泥缸前端晃动的故障。刚性联结的联轴器的种类很多,由于夹壳联轴节具有拆卸和安装比较方便的优点,所以使用比较多。从理论上说,夹壳联轴节要求被联结的绞刀轴和减速器输出轴的中心线必须是在一根直线上,也就是两根轴的同轴度的误差为零,这实际上是不可能做到的。由于支承绞刀轴和减速器输出轴的大轴承有一定的齿侧间隙,即使两轴安装时大约有0.10mm左右的误差是完全允许的,两轴安装后完全可以正常运转。有时问题就出现在这个安装误差上,因为不少大型硬塑真空挤出机的结构并不能显示出安装时的误差数值,安装人员完全是凭经验确定安装的精度,完全是跟着感觉走。如果挤出机零件的加工误差较大,或者安装人员缺乏经验,就有可能造成极大的误差,有时两轴的同心轴误差甚至高达几毫米之多,这就造成绞刀轴偏心回转,因此要承受很大的附加载荷,有可能造成绞刀轴疲劳破坏,也会带来泥缸、机头前端晃动等一系列问题。因此,不管是在制造厂装配或者是在砖厂调试安装中都要能够控制绞刀轴安装的精确度,不是只凭感觉二是要有检测的精确数值,这样,才能确保绞刀轴在运转中安全可靠。正常运转的绞刀轴是不会无缘无故损坏的。
3.5 对大型硬塑真空挤出机对耐磨性的要求
小型软塑真空挤出机对耐磨性的要求是不高的,因为软塑成型的挤压力比较小,一般原料也比较好,对挤出机零件的磨损不太快。大型硬塑真空挤出机则不同,同样材质的零件其磨损程度要高好几倍,而且大型硬塑真空挤出机的零件修复难度高,如果不及时修复就会严重影响其工作性能。下级绞刀磨损超过1cm,就会使砖机产量降低,甚至砖坯质量下降;上级密封绞刀、密封内、外锥管严重磨损真空度就会下降(会发生“放炮”),上级搅拌刀磨损较大就会降低搅拌功能,影响砖坯质量。如果各种易损件的耐磨性差,频繁维修不仅增加维修费用而且会影响到砖机的工作性能,产量和质量都会显著下降。现在的砖机的耐磨大体上是采用铬合金铸件和耐磨焊条两大类,但其耐磨性的差距是非常大,甚至会差好几倍。必须选择具有优良耐磨性的耐磨件,才能具有大型硬塑真空挤出机良好的工作性能。
3.6 对大型硬塑真空挤出机维修方便的要求
一般砖厂对于小型软塑真空挤出机的维修可以说是驾轻就熟,不在话下。但是,由于砖厂的维修人员技术水平和设备条件有限,对于有些大型硬塑真空挤出机就会感到力不从心甚至难以下手。例如有的配置了大功率的行星齿轮减速器,一旦出现了一点故障就不会检修,要送到减速器厂区维修,这将对砖厂生产造成不必要的损失。有的大型硬塑真空挤出机的绞刀轴结构维修十分困难,要拆卸绞刀轴就很难,即使使出浑身解数,还要花费好几天的时间,有时还会损坏零件。而同样规格的挤出机,有的结构就比较合理,拆卸绞刀轴十分容易,几乎不费吹灰之力,只要几个小时就轻而易举地完成了。为了确保大型真空挤出机能够正常使用和维修,维修的方便性是十分重要的。
3.7 对大型硬塑真空挤出机的能耗和产量的要求
不要把小型软塑真空挤出机的能耗和产量与大型硬塑真空挤出机相等同,二者不具有可比性,挤出机的能耗、产量不仅和其工作参数有关,还和原理性质、原料处理以及操作人员的水平有关,需要进行全面的综合评价。但就大型硬塑真空挤出机本身而言,其能耗、产量是设计和制造水平的重要体现。有些大型硬塑真空挤出机配置的动力相当大,在生产时却不堪重负,经常严重超载,造成泥缸、机头严重发热,这是极不正常的。有些大型硬塑真空挤出机的产量过低,不仅达不到规定的产量,在原料、生产工艺相近的情况下,甚至低于规格更小的硬塑真空挤出机的产量,这是既不正常的,也不符合节能减排的要求,严重影响砖厂的经济效益,根本不可能被砖厂所接受。在选择大型真空挤出机时,对能耗和产量是要认真考核,切不可等闲视之。
3.8 大型硬塑真空挤出机是不是越大越好
现在生产大型硬塑真空挤出机的厂家如雨后春笋涌现出来,这是十分可喜的现象。有些厂家存在盲目求大,以大为荣的心态,以为“大”是厂家实力的体现。其实大也有大的难处,大到不恰当的时候,就可能出现大而不强,大而无用的境地。例如有的大型真空挤出绞刀直径都快到1000mm了,而现在硬塑的砖厂的产品需要这么大的泥缸直径吗?如果是生产240mm×115mm×90mm这样的多孔砖,在挤出机只能挤出单泥条或双泥条的情况下,正常生产就难实现。何况有的砖机厂并不具备生产大型硬塑真空挤出机的实力,盲目求大是很不现实的。从现在砖厂的规模和配套设备来看,年产1亿左右的(折普通砖)产量就差不多了,再大的装备就用不上了。所以在选择大型硬塑真空挤出机的时候,还是要从实际出发,550mm~750mm的规格也就能满足使用要求,不是越大越好。来源:砖瓦界
相关文章
- 2024-04-14菏泽市电力设备的一个强势品牌
- 2024-04-14电力电工解决方案的服务商
- 2024-04-14山东鸿盛电气科技有限公司
- 2024-04-09【鸿盛HONGSHENG,主要经营范围】
- 2024-04-09【鸿盛HONGSHENG,一个高端电力设备的品牌】
- 2024-04-09鸿盛电气的优势
- 2024-04-09鸿盛电气发展历程
- 2024-04-09鸿盛电气企业文化
- 2024-04-09鸿盛电气由“产品经营”走向“品牌经营”
- 2024-04-09鸿盛电气企业定位
 官方微信平台
官方微信平台