烧结砖生产过程中会产生许多裂纹,其中很大部 分的裂纹来自于干燥过程中砖坯失水后产生的。烧 结砖挤出成型后,含有大量的水分,在干燥过程中逐 渐蒸发,体积也逐渐缩小。但由于砖坯内外干燥速度 快慢不一致,外部干燥得快,内部干燥得慢,收缩也不 致。因此砖坯内部产生压缩应力,砖坯表面产生伸 张应力,如果干燥过程处理不当,坯体表面会出现开 裂现象,这种现象被称为干燥敏感性。干燥敏感性大的砖坏在干燥过程中更易产生裂纹,影响产品质量, 因此在选择烧结砖陈化料配比的过程中,干燥敏感性的研究显得至关重要。实验室可对不同陈化料配比进行干燥敏感性研究,找出恰当的配比指导实际生产
1陈化料物化性质分析
实验采用两个不同砖厂的陈化料进行物化性质分析。首先根据GB/16399-1996《黏土化学分析方法》对陈化料化学成分进行分析,然后根据GB/T50123-1999《土工实验方法标准》中液、塑限联合测定法定陈化料的塑性指数。化学成分分析和塑形指数结果见表1、表2。
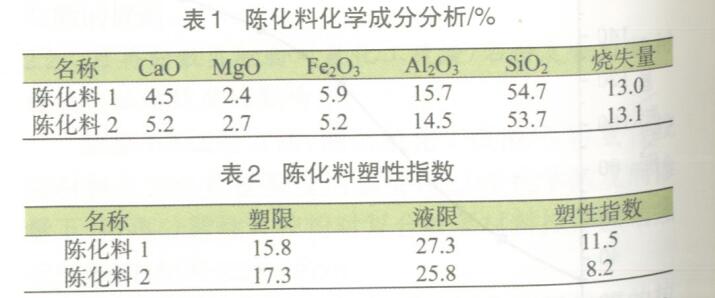
陈化料1与陈化料2化学成分差不多,且均在烧结砖陈化料化学成分允许范围内。但是两者塑性指数差异较大,说明两种陈化料所含矿物成分及含量存在较大差异。一般烧结砖陈化料合适的塑性指数为7-15之间,我们研究的两种陈化料塑性指数均在合适 的范围内,这样不会因塑性指数过低给挤出成型造成 困难,也不会因塑性指数过高使干燥和焙烧过程产生 裂纹的风险过大。
2试验过程与结果处理
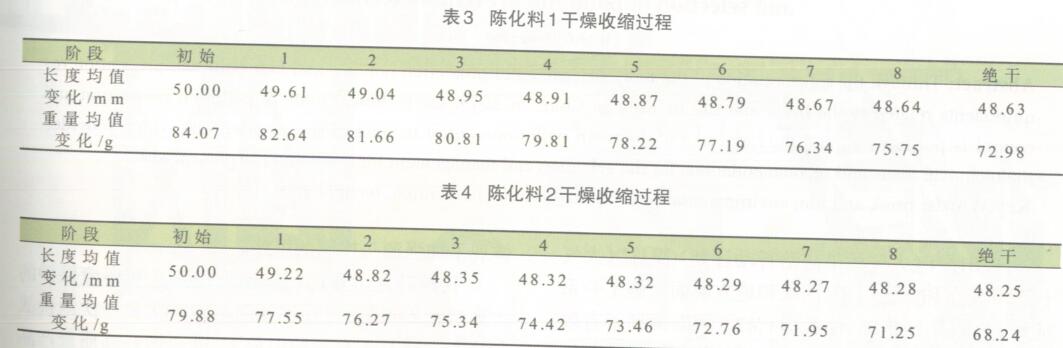
每种陈化料加水陈化几天后,用实验室专用真空挤出机挤出宽为5cm三孔泥条,再用小刀切成50mmx 50mm×15mm长的方块10块。然后拿针在方块表面轻 轻划两条对角线,将游标卡尺(精度为0.02mm)调至 50.00mm,旋紧后在对角线附近留下游标卡尺爪印,初 始长度记为L0,称取重量记为m0。将方块放入45℃烘 箱,每隔一小时取出测量爪印长度和重量一次,方块 接近收缩停止时,应缩短在烘箱中的时间,多测量几次,以便准确判断收缩停止点。10块方块每一次测量 的爪印长度求出平均值,当爪印长度稳定在一个数值时,方块收缩基本停止,采取每块方块收缩停止时的 重量为m。确定试块收缩停止后,将烘箱温度调至 105℃,试块干燥至重量不变后取出,最后测量爪印长 度L和重量m2。通过多次试验对比,采用测量爪印的 方法比常规的测量划线长度的方法更加精准。
试验通过监测10块方块上20个长度和重量数据 的变化,研究原材料1和2的干燥敏感性。根据长度 均值变化的趋势判断,陈化料1在第7阶段干燥收缩 停止,陈化料2在第3阶段干燥收缩停止,按下式求出 成型含水率、临界含水率、干燥线收缩和干燥敏感性 系数。 成型含水率=(m0-m2)÷m2×10% 临界含水率=(m1-m2)÷m2×100% 干燥线收缩=(L0-L)/L0×100% 干燥敏感性系数=(m0-m1)÷(m1-m2)。
3 结果分析
由表5可以看出,陈化料2成型含水率比陈化料1的成型含水率高1.9%,当陈化料2的成型含水率跟陈化料1一致时,挤出的三孔泥条有很多裂纹,于是加水至挤出成型不出现裂纹为止。

陈化料1收缩停止时的临界含水率比陈化料2低 很多,由此可见,在同等干燥条件下,陈化料1收缩的 时间比陈化料2长。干燥收缩发生在坯体含水率较高 的时候,因为坯体具有良好的可塑性,不易产生裂纹, 当干燥收缩发生在坯体含水率较低时,这时坯体已经 具有一定的机械强度,可塑性变差,水分失去,更易产 生裂纹。因此在实际生产上,陈化料1几乎在整个干燥阶段都在产生收缩,比陈化料2更容易产裂纹。
陈化料1和陈化料2相比较,陈化料2干燥线收缩 比陈化料1高0.8%,陈化料2的干燥敏感性系数远远低于陈化料1。陈化料的干燥敏感性程度一般按照干 燥敏感性系数的大小来表示,干燥敏感性系数越大, 陈化料的干燥过程越容易出现开裂,因此,陈化料1在 干燥过程中比陈化料2更易产生裂纹。
两种陈化料虽然在化学成分上差异不大,但是干燥收缩停止时的临界含水率、干燥线收缩和干燥敏感 性却相差很大,因此烧结砖陈化料的配方选择时应该 从多方面性能来看,而不是只看单独的一项指标。陈化料1比陈化料2塑性指数大,干燥敏感性系数也更 大,在实际生产中应适当加入一些骨料和集料改善其 干燥敏感性。摘至《砖瓦》作者:张苏伊 邓维汉
相关文章
- 2024-04-14菏泽市电力设备的一个强势品牌
- 2024-04-14电力电工解决方案的服务商
- 2024-04-14山东鸿盛电气科技有限公司
- 2024-04-09【鸿盛HONGSHENG,主要经营范围】
- 2024-04-09【鸿盛HONGSHENG,一个高端电力设备的品牌】
- 2024-04-09鸿盛电气的优势
- 2024-04-09鸿盛电气发展历程
- 2024-04-09鸿盛电气企业文化
- 2024-04-09鸿盛电气由“产品经营”走向“品牌经营”
- 2024-04-09鸿盛电气企业定位
 官方微信平台
官方微信平台