隧道窑是一种比较先进的热工设备。由于不少砖厂在使用过程中尝到了“甜头”,对它的认可度正在快速攀升。但是,仍有一些砖厂由于设计和使用不当,发挥不出隧道窑应有的作用,有的甚至成了制约生产的“瓶颈”。为了更好的发挥隧道窑的先进性,必须纠正不恰当的做法。
现就如何正确处理当前出现的问题,谈些看法:
1、应制定合理的烧成制度
制定烧成制度应遵循的原则是:在确保烧成质量的前提下,实现快速烧成,以达到高产、低消耗的目的。
制定烧成制度应考虑得因素:
(1)根据坯体原料的化学成分和矿物成分可以初步判断烧成温度和烧结温度范围,以及在焙烧过程的不同温度阶段分解气体量的多少;
(2)根据差热曲线了解坯体吸热和放热情况,再通过综合判断,可确定制品各阶段极限升温速率和最大加热速度;
(3)根据热膨胀曲线了解坯体在加热期间的尺寸变化,可以初步确定烧成温度以及烧成温度范围;
(4)然后在电炉中试烧,进一步确定烧成温度以及烧成温度范围,加热速度等;
(5)了解窑炉结构特点,合理的码窑图,燃料种类以及调节的灵活性;
(6)调查了解同类原料和产品生产以及实验资料。
砖瓦焙烧时间,有的长达60余小时。长时间的焙烧,不仅增加了燃料及电力消耗,而且影响了窑炉及其附属设备的有效利用,牵制了生产能力的发挥。须知,只有在坯体局部受热,温度不均时才会开裂。
举一个例子:甲乙两个砖厂用同一座页岩山的原料,均用隧道窑焙烧同一种空心砖。甲厂要的焙烧时间为16小时,乙厂窑的焙烧时间为40小时,甲厂的焙烧速度是乙厂的2.5倍,甲厂烧出的成品质量还优于乙厂。因此,缩短焙烧时间,加速窑炉周转,是一个值得研究的问题。
2、努力降低系统阻力损失
系统阻力损失越大,电量消耗越多。不但要增加动力设备的能力,增加生产成本,而且限制了窑的产量。降低系统阻力损失意味着节约电能。
降低系统阻力可采用以下措施:
(1)坯垛码得规范。窑内坯垛码得规范,通道畅通,其长度方向阻力仅约8~10Pa/m;如果坯垛码得不规范,通道不通畅,其长度方向阻力将成倍增加。坯垛适当稀码则空隙大、阻力小,在同样抽力下,有利于气体流过,可以快速烧成;
(2)选取适当流速。流速大,则摩擦阻力和局部阻力都相应增大;流速小,如要保持既定的产量,则会增大投资。应选取适当流速,一般用风机排烟时的流速取8~12m/s;
(3)对运行中的隧道窑,要经常清除烟道内的积灰,在地下水位较高的地区,要防止烟道内积水;
(4)当烟道断面需要变化时,应用逐步变化代替突然变化,用圆滑转弯代替直角转弯,用缓慢转弯代替急转弯,以减少不必要的阻力损失;
(5)管路光滑,可以减少摩擦阻力系数;
(6)尽量缩短管道长度。
3、控制好零压点的位置
零压点是指窑内气压与大气压相等(即相对压差为零)的位置。隧道窑的零压位置常以零压窑车表示。
控制好零压点的位置,是正确执行窑内压力制度和温度制度的必要条件。
如果零压位置向预热带偏移,势必造成:(1)坯体在预热带升温过急,导致坯体开裂;(2)致使烧成带正压加大,热损失增加。
如果零压位置向冷却带偏移,势必造成:(1)预热带负压加大,向窑内漏入冷空气增多,窑内冷热气体分层加剧,坯体预热不均,当这些坯体进入焙烧带焙烧时,烧成废品率增加;(2)产品得不到充分冷却,高温产品出窑遇到外界冷空气,不但有损产品质量,而且增加了热损失。
控制零压点位置正确做法是:(1)严格按照既定间隔时间进车。例如,窑车长度为3.6m,当最高温度点向预热带方向移动3.6m时,即向窑内进一车,将最高温度点立即推归原位。防止以下两种不恰当的做法:其一是,当最高温度点向预热带方向移动大于3.6m时向窑内进车,并反复如此做法,会导致零压点向预热带大幅度偏移;其二是,当最高温度点向预热带方向移动小于3.6m时向窑内进车,并反复如此做法,会导致零压点向冷却带大幅度偏移:(2)隧道窑是稳定传热的焙烧窑炉,在一般正常情况下,各风道的闸阀提起高度和风机配置的变频器频率指示位置一旦确定,不宜随意变动。
如出现异常情况,可借助于风机配置的变频器和风道闸阀进行调节、控制。
4、高度重视窑车上下压力平衡
压力平衡是控制隧道窑热工制度的重要手段之一。如在隧道窑的检查坑道的检查坑道设置挡板、车底闸、强制鼓风和抽风等办法,使窑车上下(窑道内和窑车底)气压达到平衡,以减少漏出热气和吸入冷气,确保窑内压力制度稳定和减少热损失,并保护窑车和改善劳动条件。
5、强化窑内有效传热
在窑内,用炽热的火焰加热砖瓦坯体,坯体温度逐渐升高,完成焙烧过程成为砖瓦产品。坯体温度升高是接受了火焰(高温气体)传给它的热量。已经焙烧好还处于高温状态的制品,要用冷空气使其冷却,制品冷却放出的热量加热了空气,使空气温度升高。因此,传热是窑内发生的重要过程之一。有些传热过程是我们不期望发生的,是有害的,如窑壁传向外界的热(散热),它不但造成热能无谓损失,而且恶化了环境。
应加强传热的研究,以强化和可控制的有效传热过程。同时采取密封、保温和压力平衡等措施,减弱有害的传热以达到提高产品质量、产量和热能利用率,降低燃料消耗。
6、努力变“层流”为“湍流”
所谓“层流”是流体层次分明,互不干扰的都向着一个主流方向流动,在垂直于主流方向上的速度接近于零。层流会导致气体分层,使得窑内温差增大。
所谓“湍流”就宏观而言,流体质点无规则的脉动呈现紊乱状态,但仍有一个质点运动的主流方向。湍流有利于对流传热、均匀窑温。
烧砖隧道窑很容易形成层流。这也是当前有些隧道窑焙烧的产品产量低、质量差、热耗高的一个重要原因。
要解决气体分层问题,就应努力使“层流”向“湍流”转变。实践证明,采取各种动力措施,扰乱气流可以促使温度均匀。这些措施包括设置气幕,安装循环风机,使气流发生局部横向循环等。
7、“静态密封”和“动态密封”缺一不可
隧道窑内的窑车上、下互相制约、互相影响的。如果处理不当,会给焙烧造成不良后果。如预热带的车上负压过大,就会从砂封、窑体、窑车不严密处吸进大量冷风,这些冷风入窑后带来的害处是:(1)由于冷风体积密度大,热风体积密度小,导致气体分层,加大上下温差(上部温度高,下部温度低),使得窑车底部坯体预热不足;(2)吸入的冷风被加热,增加热能消耗;(3)增大排烟风机的负荷,削弱了对窑道的抽力,给调整带来难度,窑内零压点难以控制。
如烧成带与冷却带正压过大,造成火焰或热气下窜,车下温度升高,导致窑车金属部件变形、开裂、窑车轴承润滑油结焦(重庆市有些砖厂的窑车采用了无油自润滑轴承,无此问题),窑车运转不灵活,增加推车机负担,甚至导致窑体损坏事故。
为了使隧道窑保持正常运转,就必须使车上和车下分隔开来,尽量减少互相干扰。办法有两个:(1)加强曲封、车封、砂封,尽可能在车下适当部位设置一道或多道挡墙,可称之“静态密封”。重庆市某页岩砖厂在窑的检查坑道有关部位设置了三道不同高度的挡墙,彻底解决了窑下冷气上窜而导致下层制品欠火问题;(2)实行车上、车下均压,造成车上、车下压头对抗。也就是说,在车下创造一个与车上相近的压力曲线,使车上、下差趋于零,可称之“动态密封”,“动态密封”一般借助于风机作用。实现“动态密封”后,就可以有效的阻止烧成带、冷却带的火焰或热气下窜,同时也可以避免预热带从车下吸入冷空气到车上。实践证明,只要压力曲线控制得当,就可以完全避免上述问题的发生。例如,湖北省某页岩砖厂的隧道窑,在烧成带后端出现热气下窜,“烧窑车”现象严重,后来在窑车下用一台T30型,“A”,6#,1.5KW轴流风机(配变频器)鼓风,彻底解决了“烧窑车”问题。
8、灵活应对机械码坯造成的不足之处
过去建造的普通隧道窑,配用的风机少,采用自然进风,调节手段有限,往往靠改变人工码坯形式来调节,码坯形式显得尤为重要,固有“七分码,三分烧”一说。我国的砖瓦工作者为了使各地的窑炉达到尽可能好的焙烧效果,多年来反复研究、实践,创造了多种行之有效的码坯形式,功不可没。就码坯最底层的基础部分的炕腿(腿子)有:灯笼挂炕腿、三顺坯炕腿、立坯炕腿等多种;而炕腿以上的垛身码放形式有:直横条码法、直斜条码法、大洞码法等多种;而坯朵上部凡是对准加煤孔的火眼坯垛有:立腿大洞脱空火眼、搭桥火眼等多种。
人工码坯毕竟劳动强度太大,劳动条件太差。采用码坯机和机器人代替人工码坯是大势所趋。但机械毕竟不是人,不可能像人一样随意调节码坯形式。码坯形式较为“呆板、单一”(但是它码的很规范,孔洞对的整齐,有利于减少局部阻力)。现代化隧道窑的风机设备多台(往往不再采用自然进风,而采用强制进风)以增加可调节的手段,灵活应对和弥补码坯形式,不能随意变化的不足。
9、不要小看砂封作用
自1751年发明隧道窑之后,长达129年未能用于生产实际,其中的一个关键问题是没有解决窑车上下空间的密封问题。直到1880年发明砂封后,隧道窑才得到推广应用。对隧道窑来说,砂封是一个重要的组成部分。
砂封槽的主要作用是隔绝窑车上下气流,使窑内压力和温度制度保持稳定。砂封缺砂或砂封槽破损,必然会造成窑车上下漏气。应努力避免上述问题的出现。
砂封槽中应保持足够量的砂子,砂面高度不宜低于50~60mm(为了确保砂封槽具有较高的密封性能,国外有的窑车砂封板,插入砂子的深度达100mm)。砂子的理想粒度是5~7mm的约占30%,其余70%是无尘细颗粒。
砂封槽的做法有三种:(1)用普通烧结砖砌筑,表面抹水泥砂浆。其优点是造价低廉;缺点是整体性能差,极易碰坏,造成漏气。最好不采用;(2)钢筋混泥土现浇。其优点是整体性能较好。缺点是施工较麻烦,如使用不当易碰损,一旦碰坏需及时修补;(3)铸铁件或型钢件埋设。其整体性能好,施工也很方便。在条件允许的情况下应首先采用。
值得指出的是,有的砖厂采用一次码烧工艺,只设置焙烧窑砂封槽,不设置干燥室砂封槽。造成干燥室中一部分热介质未能穿过窑车上坯垛空隙对湿坯体进行干燥,而直接在窑车下方流过去。因而,造成热能浪费,干燥热效率降低。如热介质中掺有含硫烟气,则会腐蚀窑车金属构件。故干燥室的砂封槽不能省去。
另外,窑车之间的砂封裙板缝隙应尽可能小,也是减少漏气的一个重要方面。
10、防止步入“余热利用”的误区
所谓“余热”,是窑在满足产品焙烧的前提下,出现的多余热量,对其加以利用,可以创造价值,是一件好事。
余热利用的方法有多种,如:
(1)直接抽取窑的保温冷却带余热。获得的是一种洁净的热风,这样做不但可以是即将出窑的窑车及产品降温,而且可以用作干燥室的热源。
但是,应该指出的是:①在窑尾的自然进风的情况下,应谨慎抽取这种余热。否则,会导致窑的产量大幅度下降。因为抽取这种余热会牵制了火行速度。重庆的某页岩砖厂的隧道窑的窑尾是自然进风,和不抽取这种余热相比,抽取这种余热后的产量仅为75%;②在窑尾强制进风的情况下,必须有足够的的进风量,即在满足焙烧用风量的同时,还有多余的风量,满足抽取余热。如果多余的风量不能完全满足抽取余热之需要,也会牵制火行速度,导致窑的产量下降。重庆的某煤矸石砖厂内宽7.1m的隧道窑,在未抽取保温冷却带余热的情况下,也未配置强制送冷风机,窑的产量急剧下降。后逼迫加了一台强制进风机,才使窑恢复到原来的产量。
(2)换取窑劵顶部蓄热。这种做法是用空气流经窑皮,将窑劵顶部蓄热换走。
抽取窑顶蓄热的方法是用陶瓷管或砖砌(曾有厂用铸铁管的,但因太重,而未再用)风道紧贴窑劵,并与总热风道连接,进风口设于窑顶,由闸阀控制,在风机的作用下,冷空气经窑劵上换热管通过窑皮加热,进入总热风道,用作坯体干燥热源。
特别提醒:如采用陶瓷管风道,应高度重视陶瓷管的质量,防止其在高温下炸裂;如采用砖砌风道,应高度重视砌筑质量,防止其在长期气流的冲刷下,造成灰浆脱落而漏气。否则,将严重破坏窑内的焙烧制度。
(3)窑的冷却带顶部设水箱。这是中小断面隧道窑常见的一种问题“余热利用”的做法。其中有些厂为了提高窑的产量,采取缩短窑车进窑时间的办法,迫使高温点向窑尾移动,使出窑产品很烫,水箱只起了使出室产品降点温度的作用。实际热利用率很低,做的是亏本买卖。例如,某页岩砖厂长97.54m,宽3.7m的隧道窑,在离窑尾约13m处的顶部设了一个3.7×1.2×1.2m的水箱,水箱一天24小时基本处于沸腾状态,因水的气化速度快,故需不断向水箱补水。利用热水的方式是供职工洗澡,实际上洗澡的人寥寥无几,绝大多数热量用于蒸发水分散向外界。砖的热耗高达2090KJ/kg成品(500kcal/kg成品)。即浪费煤也浪费水。这种余热利用方法不可取。
应提醒的是:预防水箱漏水而导致室体爆裂。
(4)余热发电。实践证明,余热发电是超高发热量煤矸石砖厂可以采用的一种行之有效的“余热利用”技术。它可以一举两得:其一可以使煤矸石中大量余热回收,转化为电力供砖厂自用;其二是将多余热量回收利用后,使得原来不能烧砖的原料(发热量过高的煤矸石坯体焙烧时,不但火行速度慢,产量低,而且极易过烧,成品率低)可以快速焙烧出优质产品。
应该指出的是,有些从页岩和黏土为原料的砖厂,打算采取增加窑内燃料,人为地制造出大量“余热”的方法进行发电,是画蛇添足、得不偿失,绝不可取。因为这样做不但给窑内焙烧制度控制带来不小的难度,而且要造成能源的大量浪费。须知,能源转换过程中是要损失的,从热能转换为电能损失率高达60%以上。
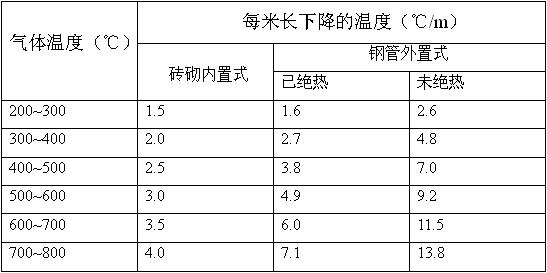
11、内置式风道优于外置式风道
隧道窑的风道通常有两种形式,即钢管外置式和砖砌内置式。采用哪一种,应根据窑体结构等具体情况进行选择。原则是,能采用砌筑内置式的,就不采用钢管外置式。这样做:(1)节省了钢材;(2)免去了因烟气对钢管的腐蚀而带来的维修量;(3)取消了繁杂的钢管后,使得窑顶面清爽、整洁、美观;(4)免去了外置钢管的散热损失,有利于节约热能。
两种风道温度下降大致情况如表1所示。
表1两种风道温度下降情况
12、“两烧一烘”要不得
所谓“两烘一烧”是在并列式一次码烧工艺中,二条焙烧窑共同配置一条干燥室。焙烧窑产生的全部烟气作为干燥介质。若这样一种热工制度可行的话,也就是说,以一条干燥室提供的干坯体供二条窑焙烧,这样很难达到产量的平衡。行业中流传的一句话:“得干燥者得天下”,就足以说明了制砖工艺的各个环节中,干燥是难以对付的一环。干燥窑内过高的风速,不但会产生很大阻力,需配置动力较大的送、排风机;而且由于湿坯体水分蒸发过快,极易造成坯体开裂和塌垛难以向焙烧窑提供质量合格的干坯体。这样的例子较多,如:某页岩砖厂采用“二烧一烘”,原定总产量为20万块普通砖/天,由于干燥室内坯体裂纹多、塌垛严重,被迫将产量降为13万块/天,坯体干燥质量有好转,但因各工艺环节不平衡,经济效益不佳。后来加了一条干燥窑,变成“二烧二烘”,产量增至原定的20万块/天,干燥情况依然较好,经济效益明显好转。
特别提醒:“二烧一烘”要不得。
13、向“热窑车泼冷水”的做法不可取
有些砖厂采用隧道窑一次码烧工艺,因湿冷坯体码在干热窑车上,底层坯体的急剧失水收缩,导致开裂。为了解决这一问题,就在车面上喷淋冷水。例如,某页岩砖厂每辆窑车约淋冷水35kg,每天进窑(被冷水淋过的)的窑车数为32辆,如按蒸发1kg水的热耗为1000kcal计算,一天多耗热量1120000kcal,折160kg标煤,一年多耗标煤达58.4t。这样做不但增加了热量消耗,而且窑车面部在热—冷的反复作用下,会大大缩短耐火衬砖的使用寿命。显然这种做法不可取。正确的做法是:(1)按照既定温度曲线操作,不要不切实际的盲目追求高产量,迫使窑的高温点后移,让窑车和产品得到充分的冷却,以尽可能地降低出窑温度;(2)适当增加窑车数量,使窑车冷却到一定程度再使用。
14、把握好隧道窑的研究方向
今后隧道窑主要研究方向是:
(1)在劣质原料大量用于烧制砖瓦的趋势下,能“粗粮细作”,快速烧成高质量产品;
(2)更充分的利用各种含有热能的资源(包括含有热能的废弃物和大自然赐予的免费太阳能、风能等);努力降低燃料消耗,进一步提高热效率;寻求充分利用余热、废热的途径;
(3)凡是用固体煤作外燃的隧道窑,应研究高效、适用的机械化燃烧装置代替人工加煤,这样做可省去大量易漏气的投煤孔,且为自动调节、控制加入窑中的外燃料量创造条件;凡是用液体或气体作燃料的隧道窑,应努力改进烧嘴,发展各种高速等温烧嘴;
(4)研究、改进和发展各种耐火材料,努力提高窑炉保温性能和使用寿命;
(5)鉴于目前砌筑隧道窑体用钢材量较大,特别是窑车制作耗用大量钢材,且十分笨重,因此,应研究节约钢材的隧道窑体系;
(6)研究加速隧道窑施工途径。焙烧砖瓦的隧道窑堪称庞然大物,施工砌筑工程量大,要求严格,施工周期长,难以快速投产。因此,要研究大、中、小各种预制装配式隧道窑的加工、制造和装配的方法;
(7)提高机械化和自动化程度。要研究机械化、自动化码、卸窑车和干燥车以及进、出窑和干燥室的方法(不仅适应单一品种生产,还能适应多品种产品)进一步减轻笨重的体力劳动。同时要改进和完善隧道窑烧成制度的自动调节系统,达到提高产量、质量、降低燃料消耗(本人曾对14个砖厂的热耗现状进行调查,并对其进行理论计算。理论计算的结果是:烧成1kg成品平均用于干燥热耗约为110kcal,用于焙烧热耗约为95kcal,共计约为205kcal。但是不少砖厂超过330kcal,有的高达500kcal。故降低燃料消耗大有文章可做),改善劳动条件的目的。研究、推广计算机在窑炉上的应用,研究、推广各类窑型的数字模式,并建立窑炉热工最优控制方法的理论和实践。
主要参考资料:
赵镇魁,烧结砖瓦生产应知应会600问〖M〗,北京:中国建材工业出版社,2013。
转载:《砖家》
服务热线:400-873-6667
电话传真:0530-6131688
E-mail:cnhingong@163.com
相关文章
- 2024-04-14菏泽市电力设备的一个强势品牌
- 2024-04-14电力电工解决方案的服务商
- 2024-04-14山东鸿盛电气科技有限公司
- 2024-04-09【鸿盛HONGSHENG,主要经营范围】
- 2024-04-09【鸿盛HONGSHENG,一个高端电力设备的品牌】
- 2024-04-09鸿盛电气的优势
- 2024-04-09鸿盛电气发展历程
- 2024-04-09鸿盛电气企业文化
- 2024-04-09鸿盛电气由“产品经营”走向“品牌经营”
- 2024-04-09鸿盛电气企业定位
 官方微信平台
官方微信平台